Guangdong Rich Packing Machinery Co., Ltd. has a history of 28 years experience in manufacturing pharmaceutical machinery and packing machinery.

Guangdong Rich Packing Machinery Co., Ltd. has a history of 28 years experience in manufacturing pharmaceutical machinery and packing machinery.
Guangdong Rich Packing Machinery Co., Ltd. has a history of 28 years experience in manufacturing pharmaceutical machinery and packing machinery.

Welcome to Guangdong Rich Packing Machinery Co., Ltd.
About UsWelcome to Guangdong Rich Packing Machinery Co., Ltd.
Factory





Welcome to Guangdong Rich Packing Machinery Co., Ltd.
Certificate












Guangdong Rich Packing Machinery Co., Ltd. has a history of 28 years experience in manufacturing pharmaceutical machinery and packing machinery.

Rich Packing Showing Industrial Competence in Line with CPHI Vision On 16 June, Rich Packing made a wonderful showcase of its pharmaceutical packaging demonstrations and professional solutions for global visitors on the first day of CPHI Shanghai 2026 at Booth N1C10 in Shanghai New International Expo Center. As one of Asia's largest and most influential pharmaceutical industry exhibitions, CPHI China brings together the entire pharmaceutical value chain, and connects manufacturers, suppliers, and buyers in one integrated business platform. From industry leaders to the start-ups and SMEs, this important event builds an international network of more than 110,000 attendees and over 3600 exhibitors around the world. It is not just an exhibition, but a strategic industry event that indicates China’s role as a global pharmaceutical manufacturing hub and promotes ideas of advanced manufacturing and international collaboration. Perfectly reflecting the vision of CPHI Shanghai 2026, Rich Packing presents its innovation, industrial competence and professional solutions with the advanced packaging machine on the spot. From pharmaceutical machine such as tablet press machine and automatic capsule filler, to packing machine such as blister packing machine and capsule tablet counting line, Rich Packing provides diversified and customized packaging solutions for different application scenarios and different client demands. Highlights: Applicable Solutions Showcased through Live Operation Demonstration During the exhibition, Rich Packing’s on-site operation demonstration has attracted visitors, buyers and pharmaceutical manufacturers worldwide. Various pharmaceutical and packaging equipment is placed on the spot, including: ● HGZP-55D high-speed tablet press machine ●Bottle unscrambler + 16-lane visual counting machine with rejection function + capping machine + labeling machine ● 8-lane stick packing machine ● NJP-400C and NJP-1500D automatic capsule filling machine ●DPP-90R and DPP-270Max blister packaging machine ● Bag sorting machine + bag counting machine + visual orientation machine ● Horizontal premade pouch packaging machine Visitors learning about Rich Packing’s products Among these machines, high-speed tablet press machine is one of the most popular equipment. During the exhibition, visitors including buyers and manufacturers discussed several common issues in terms of tablet press machine with Rich Packing team. In response to challenges such as poor quality of tablets and difficulties in die changes, Rich Packing provided targeted solutions with the live operation of equipment. In this sense, visitors were well informed of the distinguished servo control technology and modular design of Rich Packing’s HGZP-55D tablet pressing machine, and they were well impressed by the professionalism of the team. Great progress made in friendly discussion Besides, an entire capsule and tablet ...

Nearly 1,000 visitors, 50+ serious inquiries, and multiple on-site agreements, leading to a strong finish for the pharmaceutical packaging machinery specialist. Rich Packing Wraps Up a Productive Three-Day Exhibition Journey As CPHI Shanghai 2026 officially concluded at the Shanghai New International Expo Centre, Guangdong Rich Packing successfully completed its three-day exhibition journey with strong international engagement, active client follow-up discussions, and multiple emerging cooperation opportunities. Factory visit for the Cartoning Machine (RQ-ZH-130W) confirmed. Can't wait to continue the conversation. On the final day of the exhibition, the company’s booth continued to attract professional visitors from both domestic and overseas pharmaceutical industries, reflecting sustained market interest in intelligent pharmaceutical packaging and automation solutions. Compared with the first two days of the exhibition, Day 3 focused more on revisit meetings, detailed technical consultations, and practical production evaluations. Many visitors who had previously stopped by the booth returned with more specific questions, actual product samples, and customized production requirements, indicating a clear transition from initial product interest to concrete purchasing discussions. Live Equipment Demonstrations Continue to Attract Professional Buyers One of the most notable highlights of the final exhibition day was the growing number of clients bringing their own pharmaceutical bottles, capsules, and packaging materials for live equipment testing. Rich Packing’s visual counting line, blister packaging systems, and tablet processing equipment remained among the most frequently demonstrated solutions throughout the day. A visitor shares their own bottle. We check the size together to ensure a perfect fit for our gummy packaging machine (RQ-DSL-16C). During one on-site demonstration, a domestic pharmaceutical purchasing manager revisited the booth carrying irregularly shaped bottles used in his factory’s production process. After conducting a live test using Rich Packing’s visual counting system, the client expressed satisfaction with the machine’s stability, counting precision, and adaptability to non-standard bottle designs. The company’s technical engineers explained how the intelligent visual recognition system supports different bottle shapes and material types while maintaining operational efficiency and accuracy. Following the successful test, the client initiated preliminary procurement discussions and requested additional delivery schedule details and quotation information. Our engineer in deep conversation with visitors about the Fully Automatic Capsule Filling Machine (NJP-1500D). Technical questions are answered on the spot. These practical testing activities became a defining feature of Day 3, as mo...

In-depth technical discussions and emerging cooperation opportunities highlight growing international interest in automated pharmaceutical packaging solutions Guangdong Rich Packing continued its active participation at CPHI Shanghai 2026 on the second day of the exhibition, further expanding international engagement and accelerating in-depth business discussions with global pharmaceutical manufacturers and distributors. Located at one of the key pharmaceutical packaging solution zones at the Shanghai New International Expo Centre, the company’s booth attracted a steady flow of professional visitors from Europe, North America, Southeast Asia, and the Africa, reflecting strong global interest in advanced pharmaceutical packaging technologies. Compliance and precision of the Stick Packing Machine (RQ-SPM-480) were discussed with the visitor. Compared with the opening day, Day 2 demonstrated a clear shift from initial product introduction to more focused technical communication and business negotiation. Visitors showed increased interest in application-specific solutions, particularly in automated pharmaceutical packaging systems designed for diverse production environments. The Rich Packing team engaged with industry professionals representing various market segments, including large-scale pharmaceutical manufacturers, contract production facilities, and regional distribution partners, all seeking reliable, compliant, and efficient packaging solutions. Advanced Automation and GMP-Compliant Packaging Solutions Showcased Throughout the day, Rich Packing highlighted its core strengths in pharmaceutical packaging automation, emphasizing system stability, operational efficiency, and compliance with GMP and international pharmaceutical standards. Live demonstrations of packaging equipment provided visitors with a clearer understanding of the company’s engineering capabilities, including integrated workflow coordination, material handling precision, and quality inspection support systems. Technical discussions with international visitors at Booth N1C10 Growing Demand for Flexible and Intelligent Manufacturing Solutions In addition to equipment performance, the company also placed strong emphasis on flexible manufacturing solutions, addressing the growing demand for small-batch, multi-variety pharmaceutical production. As global pharmaceutical companies continue to optimize production efficiency and reduce downtime between product changeovers, Rich Packing’s solutions attracted particular attention for their adaptability and operational flexibility. Early Cooperation Discussions with Global Pharmaceutical Clients Day 2 marked a significant elevation in business development activities, as several potential cooperation opportunities progressed into structured discussions. Visitors from Bangladesh, who showed particular interest in the ability of our RQ...

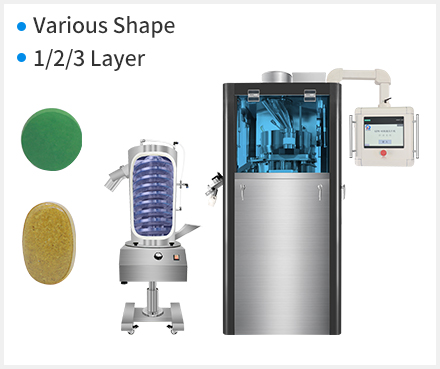
Strong Global Attention as Rich Packing Showcases Advanced Pharmaceutical Packaging Solutions on Opening Day Rich Packing officially opened its booth at CPHI Shanghai 2026 today, welcoming visitors from the pharmaceutical, nutraceutical, and candy industries to Booth N1C10 for live machine demonstrations, technical exchanges, and customized packaging solution consultations. As one of the most influential events in the global pharmaceutical industry, CPHI Shanghai continues to bring together manufacturers seeking smarter automation, stable high-speed production, and more flexible packaging options. Technical discussions and live demonstrations at Booth N1C10. On the opening day of the exhibition, the booth consistently drew attention from international visitors interested in 16-lane gummy counting line, high-speed tablet press machines, fully-automatic capsule filling equipment, and blister packaging systems. Many visitors gathered around the display machines to observe live production demonstrations and discuss their manufacturing requirements directly with Rich Packing’s engineering and sales teams. Live Demonstrations Highlight Solutions to Real Production Challenges One of the major highlights at the booth was the live operation of the 16-lane gummy counting machine connected with a premade pouch packaging system. During the demonstration, several visitors shared common production challenges they face in gummy packaging, including sticky products causing counting inaccuracies, unstable pouch filling performance, and increasing labor costs caused by manual packaging processes. In response, the Rich Packing team introduced how the 16-lane gummy counting system improves counting efficiency and maintains stable operation through intelligent counting control technology and teflon structured lane. Visitors also showed strong interest in the machine’s compact layout design, which can be flexibly adapted to different factory environments while reducing manual intervention and improving overall production efficiency. Visitors observe the live operation of the 16-lane gummy counting machine line. The ZP-55D high-speed tablet press machine also became a major focus during the first day of the exhibition. During discussions with visitors, a pharmaceutical and nutraceutical manufacturers mentioned challenges related to frequent mold changeovers, inconsistent tablet quality during high-speed production, and difficulties handling multiple tablet formats within the same production line. To address these concerns, Rich Packing staff demonstrated the machine’s servo control technology, intelligent touch-screen operating system, and versatile changeover solutions. The ZP-55D tablet press supports the production of round, ring-shaped, irregular, bi-layer, and tri-layer tablets while maintaining stable high-speed performance. Visitors showed particular inte...

29th of May 2026 Rich Packing will participate in CPHI Shanghai 2026 from June 16–18th at Booth N1C10, presenting a range of intelligent pharmaceutical and nutraceutical packaging solutions designed for flexible production, high-speed operation, and stable long-term performance. Welcome to Rich Packing! As global manufacturers continue to demand higher automation, faster production efficiency, and more flexible packaging capabilities. Rich Packing is committed to providing customized packaging solutions, applicable for different production scales — from small-batch manufacturing to large-scale production. Or manufactures that consider expanding their production pipeline. At this year’s CPHI exhibition, Rich Packing will showcase numerous core machines and integrated packaging lines, through live demonstrations and on-site technical discussions. 4 Featured Equipment at CPHI Shanghai 2026 16-Lane Gummy Counting Machine with Premade Pouch Packaging Line One of the key highlights at the booth will be the 16-lane gummy counting line, that is connected to a premade pouch packaging machine. This production line is suitable for counting and packing gummies, capsules, and other healthcare tablets. Not only does it reduce manual labour, but it also delivers high automation, stable counting accuracy, and high production capacity. 16-Lane Gummy Counting Machine Line 55D High-Speed Tablet Press Machine The 55D high-speed tablet press machine will demonstrate Rich Packing’s capabilities in high-output tablet production. The machine supports multiple tablet formats, including round tablets, irregular tablets, bi-layer tablets, and tri-layer tablets. Flexible for pharmaceutical and nutraceutical manufacturers' requirements. With servo control technology, intelligent touchscreen, and quick-changeover design. The machine helps customers improve production stability and reduce downtime during format switching. ZP-25/55D High-Speed Tablet Press Machine 1500D Automatic Capsule Filling Machine The 1500D fully automatic capsule filling machine is designed for high-speed and reliable capsule production. Equipped with automatic rejection functions to abolish incomplete filling capsules. The machine helps ensure stable product quality while improving operational efficiency. 1500D is GMP-compliant, with a stable feeding system and low-maintenance design, making it suitable for long-term pharmaceutical manufacturing. 1500D Automatic Capsule Filling Machine 270Max Blister Packaging Machine Rich Packing will also present the 270Max blister packaging machine, designed for stable and continuous blister packaging for both solid and liquid products. In addition, the packaging format includes Aluminium-Aluminium and Aluminium-Plastic packaging. The machine features stable operation, intelligent control systems, and flexible packaging options for v...

Guangzhou, April 9th, 2026 Recently, Rich Packing welcomed Echo, a product manager from a leading health supplement manufacturer in Malaysia, for an on-site inspection of its capsule counting line. The visit was prompted by the client’s search for a high-precision solution for fish oil softgel counting and filling. After discovering Rich Packing through a social media video showcasing its softgel counting capabilities, the client quickly arranged a factory visit to evaluate the equipment in person. During the inspection, senior sales consultant Emmy and engineer Simon guided the client through the workshop, offering detailed insights into the machine’s design, performance, and service support. Click the image above to watch the video that aroused Echo's interest A Focused Visit Shaped by Practical Concerns Before arriving at Rich Packing, Echo had three key concerns in mind, all of which were closely tied to the realities of production and compliance: ● whether the machine would be easy to disassemble and maintain ● whether the parts in direct contact with fish oil softgels would meet material requirements ● whether the machine would be shipped as a complete unit or in separate components. For a production team that values both operational efficiency and long-term reliability, these were not minor questions. They were central to the machine’s suitability in a real manufacturing environment. Echo, Emmy, and Simon were in the workshop Tool-Free Disassembly Brings Maintenance Within Easier Reach As soon as Echo stood before the machine, one detail immediately attracted his attention: the nearly complete absence of exposed screws across the machine body. He noted that many machines he had seen elsewhere still relied on conventional structures, which often required screwdrivers and made disassembly comparatively cumbersome. Simon then demonstrated the machine’s assembly and disassembly process. He explained that Rich Packing’s capsule counting machine adopts an integrated design, and that major components such as the vibrating plate are equipped with a pneumatic locking mechanism, allowing them to be removed manually without tools. “This design is not only convenient,” Simon said, “but also significantly lowers the difficulty of operation. There is no need to sort, label, or manage screws, which greatly shortens maintenance time.” Echo responded positively to this design philosophy. He remarked that many employees in his factory are women, and that a machine requiring less force and fewer tools would be especially practical in daily use. Simon is showing the machine design Food-Grade 316 Stainless Steel for Product Contact Parts Echo then examined the machine more closely, touching the material of the contact parts and asking specifically about the vibrating plate and discharge outlet that wo...

China, December 25th, 2025 As winter settles in and Christmas draws near, the usual rhythm of factory visits begins to slow. For Rich Packing, however, this quieter season is not a pause, but a strategic window to strengthen foundations, deepen customer relationships, and prepare for the year ahead. A Visit That Mattered: Hong Kong Client Gains Hands-On Tablet Press Expertise Technical Instruction of Tablet pressing Machine While the pace of visits may ease, Rich Packing’s commitment to technical exchange remains unwavering. Recently, Carl, a client from Hong Kong, visited Rich Packing to take part in an in-depth, hands-on training session focused on tablet press technology. The visit centered on the HGZP-26D tablet press, which Carl had previously purchased but had not yet fully mastered in operation. Mary, General Manager of International Sales, together with Chief Engineer Victor Yang and the technical team, provided comprehensive on-site guidance. The training covered the entire workflow, from pill press machine structure and wiring, to component installation, commissioning, disassembly, and routine maintenance, ensuring a complete and practical understanding. Throughout the session, Carl actively raised operational questions: Q1: What should be considered when adjusting tablet weight of the tablet machine? A: 1) If tablet weight is insufficient, increase the feed setting while reducing pre-compression; if tablets are overweight, reduce feeding while increasing pre-compression. 2) Observe tablet shape. If tablets fail to form properly, slightly increase main compression. 3) During sampling, monitor pressure changes on the screen, allow the automated tablet machine to run several rotations, and sample only after pressure stabilizes. Q2: What should be checked before switching to automatic mode? A: Tablet weight and thickness must be fully adjusted first. Afterward, observe pressure values, and modify parameters only once average punch pressure stabilizes. Q3: Is changing the middle die convenient? Are tools required? A: Yes, and no tools are needed. A single operator can complete the tablet press machine’s mold change within 15 minutes. Vacuum Feeder During the demonstration, Carl noticed engineers using a ladder to remove the rotary tablet press’s feeding hopper and expressed concern about ceiling height limitations in Hong Kong facilities. After clarifying the conditions, Victor reassured him with a smile: “If hopper height is a concern, the vacuum feeder can simply be omitted which significantly shortens the hopper length.” At the conclusion of the visit, Mary presented Carl with a Christmas gift on behalf of Rich Packing. Carl later shared his impression: “This was a truly memorable learning experience. The explanations were clear and practical—and the Christmas gift was a wonderful surprise.” &...

On December 4, 2025, Rich Packing Machinery – a leading enterprise with 32 years of expertise in pharmaceutical and packaging machinery manufacturing – welcomed a client from a renowned Lebanese nutraceutical producer. The core objective of the client's visit was to source a blister packaging machine capable of resolving three critical production challenges: severely limited workspace, frequent sealing defects in alu-alu blisters, and burrs from die-cutting. Following in-depth discussions and on-site testing, Senior Sales Manager Owen tailored his recommendation to the DPP-90R compact automatic blister packaging machine, which fully addressed the client's needs and secured a clear intent to purchase. Client's Core Pain Points: Space Constraints and Packaging Defects Specializing in high-end nutraceutical production, the Lebanese client utilizes alu-alu blister packaging for multiple product lines – a format celebrated for its exceptional moisture and oxygen barrier properties, crucial for preserving the stability of sensitive ingredients. However, three long-standing issues have plagued its operations: First, the factory's available space is extremely limited, with only 4㎡ allocated for new equipment, making traditional large-scale blister machines entirely incompatible. Second, the quality of alu-alu blister sealing is problematic, with frequent defects such as air leakage and incomplete sealing leading to high product scrap rates. Third, die-cut blister edges suffer from severe burrs, compromising product aesthetics and posing potential safety risks to end consumers. The client presented on-site videos of their current production process to Owen, who quickly identified the root causes: the existing equipment uses a brush feeder, whose reciprocating motion directly scratches the aluminum foil – the primary reason for uneven sealing surfaces and a high volume of defective blister sheets. Additionally, rust spots on the old machine's die-cutting station indicated poor-quality, wear-prone blades, which are the main culprit behind the burr issue. Tailored Solution: DPP-90R Compact Blister Machine Addresses All Pain Points Leveraging Rich Packing's profound expertise in alu-alu blister packaging technology and its diverse product portfolio, Owen promptly identified the DPP-90R small blister packaging machine as the optimal solution. Designed specifically for small-batch production and space-constrained environments, the machine boasts dimensions of 200*60*125cm and occupies a mere 1.56㎡, yet integrates full automation – including alu-alu cold forming, automatic feeding, heat sealing, traction, and die-cutting – perfectly aligning with the client's spatial requirements. To tackle the core issue of alu-alu blister sealing defects, Owen recommended Rich Packing's orbital feeder, developed exclusively for alu-alu packaging. Unlike the client's outdated bru...

From September 1st to 3rd, 2025, Rich Packing, a leading enterprise in China's pharmaceutical packaging machinery industry, made a grand appearance at Booth 8A57 of CPhI South China (Shenzhen International Pharmaceutical Industry Expo) held at the Shenzhen Convention and Exhibition Center (Futian). The company focused on showcasing three innovative sets of equipment tailored for scenarios such as sticky gummy counting, high-precision blister packaging, and intelligent tablet pressing. During the expo, leveraging its outstanding technical performance, in-depth customized solutions, and 12 years of overseas localized service experience, Rich Packing attracted over 100 clients to stop and negotiate, and secured 22 intentional orders on-site, gaining success and morale before its global journey at Pharmtech 2025 in Moscow this November. DSL-16R Gummy Counting and Bottling Machine Based on filling 60 candies per bottle, the DSL-16R gummy counting machine can package gummies into 80 bottles per minute. It is suitable for various gummies with a diameter of less than 40mm, such as pectin, oiled, sanded, and sugar-coated gummies. DSL 16R automatic gummy counter innovatively adopts an anti-stacking system with PTFE rollers, ensuring that the candies entering the counting vibration trough channel are clearly separated without multiple gummies sticking together. This solves the problem of frequent counting errors caused by the sticky nature of candy materials. The raindrop-shaped counting channels in this gummy packaging machine is treated with a Teflon coating, which reduces the contact area between soft candies and the counting plate by 53% and the sliding friction by 34%. This enables gummies to slide more smoothly and enter the counting port at a more uniform speed. All core components of the candy counting and bottling machine adopt a modular design. Due to the stickiness of gummies, the gummy filling counting machine requires regular periodic cleaning, and the duration of this cleaning process has a significant impact on candy packaging production. With this modular design, the entire cleaning process of the 16R model only takes 14 minutes, saving time, effort, and worry. DPP Blister Packaging Machine Equipped with Visual Inspection The DPP 270Max Tablet and Capsule Blister Machine can package various tablets, capsules, soft capsules, etc., with a production capacity of up to 11,200 packs per minute. Equipped with a German BASLER ace 2 series camera, DPP blister machine high speed realizes 100% online defect detection, accurately identifying defects in blister packaging such as missing pills, broken blisters, and poor aluminum foil sealing. The rejection accuracy rate is ≥99.99%. The visual inspection system supports the iteration of the AI learning library and can adapt to different pharmaceutic...

Following the successful conclusion of the CPhI Shanghai Exhibition, Rich Packing, a leading enterprise in China's pharmaceutical and packaging machinery industry, will make a appearance at the CPhI Shenzhen Exhibition (8A57, Hall 8) from September 1st to 3rd. At this exhibition, Rich Packing will launch two star products: the DSL-16R gummy counting and bottling machine specially developed for counting sticky gummies, and the HZP-15/20D intelligent rotary tablet press machine equipped with real-time pressure detection and an intelligent waste rejection system. DSL-16R Counting and Bottling Machine Developed Specifically for Counting Sticky Gummies Due to their special texture, sticky gummies are prone to problems such as adhesion and inaccurate counting during the counting process. Ordinary counting machines often fail to meet the requirements of efficient and precise production. The DSL-16R candy counting and bottling machine adopts a number of innovative designs to make gummy counting no longer a problem. ♦ Equipped with a Z-type lifting feeder, which realizes preliminary separation and quantitative feeding of gummies at the feeding end. ♦ The gummy candy feeding hopper has a built-in stirring agitator to break up piles of gummies. ♦ According to the size of different gummies, a custom-designed PTFE anti-stacking rollers can be made to ensure that each passing gummy is separated. ♦ The Teflon-coated dimple-shaped counting channel minimizes the contact area between the candy and the counting plate, allowing the candy to slide faster and more smoothly. ♦ The size of the bottle mouth is 159% larger than that of ordinary counting machines, eliminating the blockage of gummies at the outlet. The 16-channel 16R gummy counting machine with the above designs effectively reduces the sticky adsorption between gummies. It can perform high-speed counting and bottling of various gummies, achieving a maximum output of 80 bottles per minute and a counting accuracy of over 99.97%, providing an efficient and stable solution for candy packaging enterprises. HZP-15/20D Intelligent Rotary Tablet Press The pressure stability during the tablet pressing process directly affects key quality parameters such as tablet hardness and disintegration. Traditional tablet presses often suffer from reduced product qualification rates due to pressure fluctuations. The HZP-15/20D intelligent rotary tablet machine uses high-precision pressure sensors to monitor the pressure of each punch in real time, and synchronously transmits the data to the central control system. When the pressure exceeds the preset range, the system will immediately issue an alarm and start the intelligent waste rejection device to automatically remove unqualified tablets, ensuring that the weight error of tablets in the same batch is within ±2%. The production s...
Email : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City, Guangdong Province, China





 IPv6 network supported
IPv6 network supported 












 Home
Home Products
Products