
Categories
New Blog
Tags
When you think of packaging solutions for pharmaceuticals, food products, or consumer goods, the blister packing machine likely stands out as a trusted option. Its ability to securely seal products, protect them from contamination, and ensure longevity makes it an essential tool across industries. However, one often-overlooked aspect of these machines is the waste removal system—a feature critical to maintaining product quality, operational efficiency, and cost-effectiveness.

Understanding Blister Packing Machines
A blister packing machine seals individual units like tablets, capsules, or small consumer products within a plastic cavity covered by a backing material such as aluminum foil. This method ensures both protection and visibility for the product, making it ideal for pharmaceuticals, confectionery, and other consumer goods.

You’ll find these machines most commonly in the pharmaceutical industry, where precision is paramount. Beyond that, they are equally effective for food items like mints or chewing gum and small consumer goods, offering benefits like tamper resistance and extended shelf life.

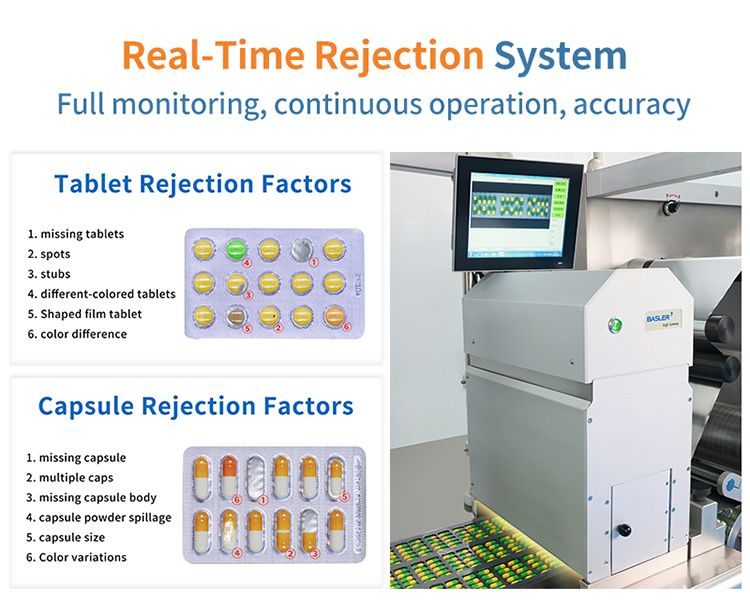
In blister packaging, when packing pill capsules, there are usually unqualified products such as missing grains, different sizes, broken materials, etc. because of the downcomer or the product itself. The reject system can effectively detect the defective products and reject them individually, preventing them from flowing into the hands of consumers, and at the same time safeguarding the consumption and brand.
The system identifies waste through mechanisms such as vision inspection systems or sensors. Defective units are separated and directed to disposal areas, while good units proceed to final packaging. This ensures seamless operation and adherence to quality standards.
When using a blister packing machine, you cannot compromise on product integrity. A robust waste removal system detects and eliminates defective units, safeguarding the quality of your product. This process protects both the end-user and your brand reputation.
Picture a production line cluttered with waste—it disrupts workflow, increases downtime, and ultimately hampers productivity. With an automated waste removal system, your operations remain smooth, and interruptions caused by waste buildup are eliminated.
Every defective unit that slips through unchecked costs money, whether in recalls, damaged reputation, or wasted materials. By eliminating defects early, a waste removal system directly impacts your bottom line.
|
Aspect |
Without Waste Removal System |
With Waste Removal System |
|
Product Quality |
High risk of defective units reaching consumers |
Reliable and defect-free output |
|
Operational Efficiency |
Frequent line stoppages |
Continuous production |
|
Cost Implications |
Increased material and recall costs |
Reduced wastage and better ROI |
These systems rely on human operators to identify and remove defective units. While they may work in small-scale operations, their limitations include slower speeds, higher error rates, and labor dependency.

Modern blister packing machines often incorporate automated waste removal systems. These use sensors, cameras, and programmable logic to detect defects with precision. The automated approach offers scalability, consistency, and enhanced efficiency, making it the preferred choice for most industries.

Advanced waste removal systems work hand-in-hand with vision inspection technology. These systems analyze each blister for errors, ensuring only flawless units move forward.
Imagine a production line running at hundreds of blisters per minute. High-speed conveyors in modern systems ensure that defective products are swiftly separated without slowing down production.
Incorporating IoT-enabled sensors lets you monitor waste removal in real time. This technology minimizes errors and allows you to make data-driven decisions to improve your process.
To fully appreciate the role of waste removal systems, consider the DPH-270Max Roller Blister Packing Machine. Designed for high-speed production, this advanced machine excels in managing waste with precision.
· High-Speed Operation: Capable of packaging up to 270 blisters per minute.
· Automated Waste Removal: An integrated system ensures defective units are removed without manual intervention.
· Smart Monitoring: Equipped with advanced sensors and control systems for real-time monitoring and adjustments.
· Versatility: Suitable for a wide range of blister pack applications, from pharmaceuticals to food items.
The DPH-270Max offers you the perfect balance of speed, precision, and waste management, making it an invaluable tool in high-demand production environments.
The importance of waste removal systems in blister packing machines cannot be overstated. Whether it’s maintaining product quality, ensuring operational efficiency, or achieving cost savings, these systems are integral to your success. With cutting-edge solutions like the Blister Packing Machine, you can elevate your production line, reduce waste, and ensure a smooth, efficient workflow. When you prioritize waste removal systems, you’re investing in a smarter, more productive future.Contact us for more details.
Email : manager@richpacking.cn
Building D, No. 226, Beishan Qiaotou Street, Haizhu District, Guangzhou City,Guangdong Province,China



 IPv6 network supported
IPv6 network supported 












 Home
Home Products
Products